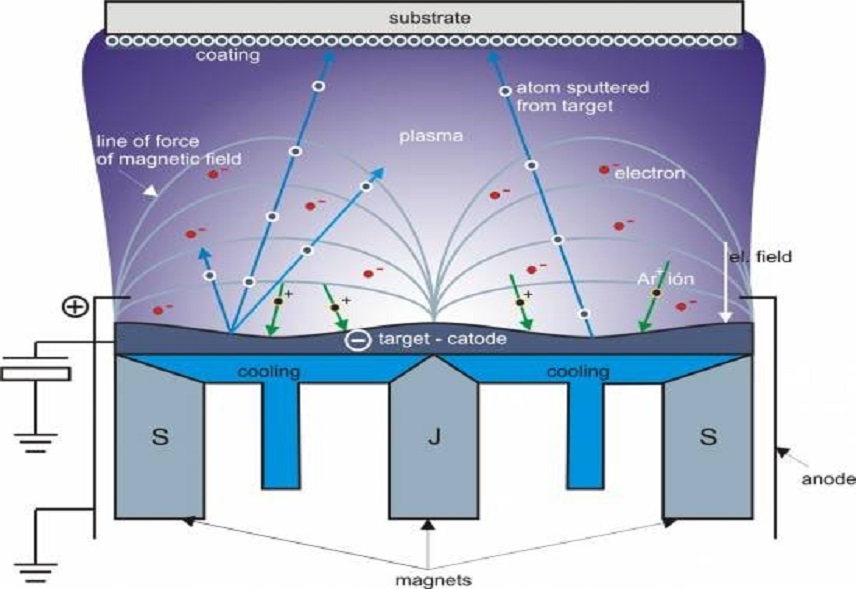
Introduction
Indium is a soft silvery-white metal that possesses unique properties, making it a valuable material in various fields of science and industry. One of the primary applications of indium is in thin film deposition. In this article, we will explore the properties of indium sputtering targets, their fabrication methods, and their wide-ranging applications in thin film deposition processes.
Properties of Indium Sputtering Targets
Indium sputtering targets exhibit several key properties that make them suitable for thin film deposition:
- Purity: High-purity indium sputtering targets are essential to ensure the quality and reliability of the deposited films. Typically, indium targets with purity levels greater than 99.99% are used to minimize impurities and enhance film performance.
- Density and Homogeneity: The density and homogeneity of the sputtering target play a vital role in achieving uniform film deposition. Indium targets with high density and excellent homogeneity ensure consistent film thickness and composition across the substrate.
- Grain Structure: The grain structure of indium sputtering targets affects their thermal and electrical conductivity. Fine-grained indium targets promote better electrical contact and heat transfer during the sputtering process, leading to improved film properties.
Fabrication of Indium Sputtering Targets
The fabrication process of indium sputtering targets involves the following steps:
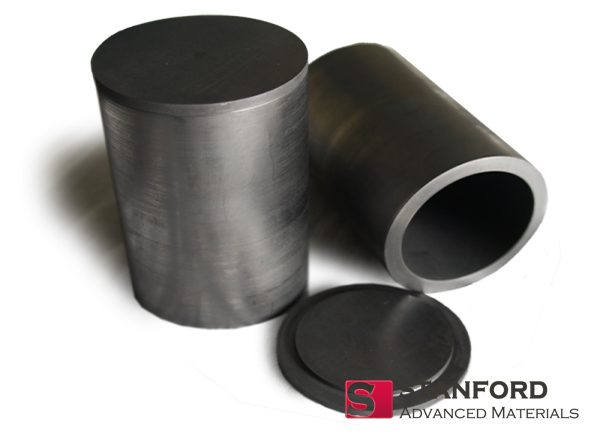
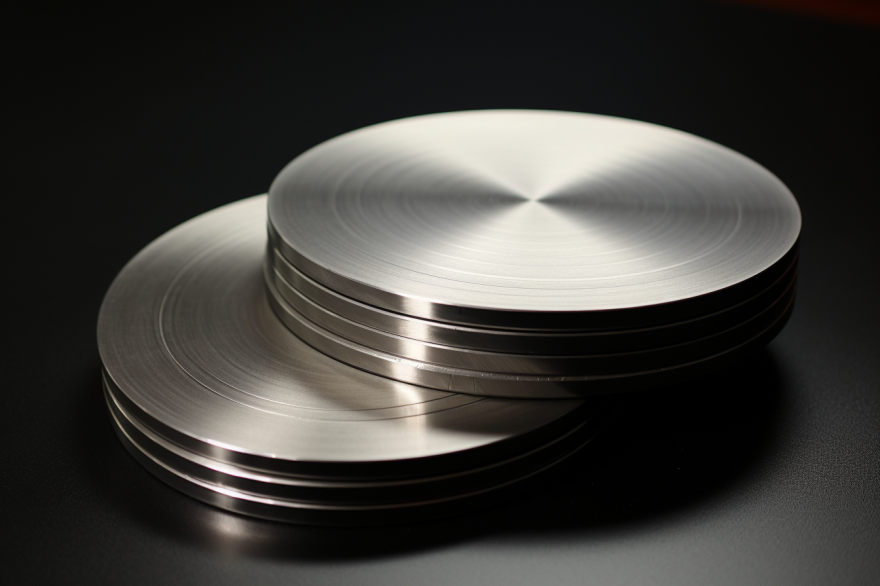
- Melting and Casting: High-purity indium is melted in a controlled environment to remove any impurities. The molten metal is then cast into solid ingots or other desired shapes, such as discs or rectangles, depending on the specific requirements of the thin film deposition system.
- Hot/Cold Rolling: The cast indium ingots undergo hot or cold rolling processes to achieve the desired thickness and dimensions for sputtering target manufacturing. This step helps in improving the density and homogeneity of the indium targets.
- Annealing: Annealing is performed to relieve any residual stress and enhance the mechanical properties and grain structure of the indium sputtering targets. Controlled heating and cooling processes are employed to ensure optimal annealing conditions.
- Machining: The rolled and annealed indium sheets are machined to obtain the final shape and size of the sputtering target. Precision machining techniques such as cutting, grinding, and polishing are employed to achieve the required surface finish and dimensional accuracy.
Applications of Indium Sputtering Targets in Thin Film Deposition
Indium sputtering targets find wide-ranging applications in various thin film deposition techniques, including:
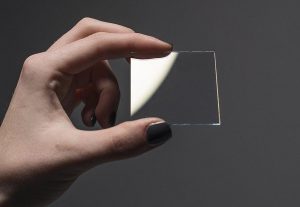
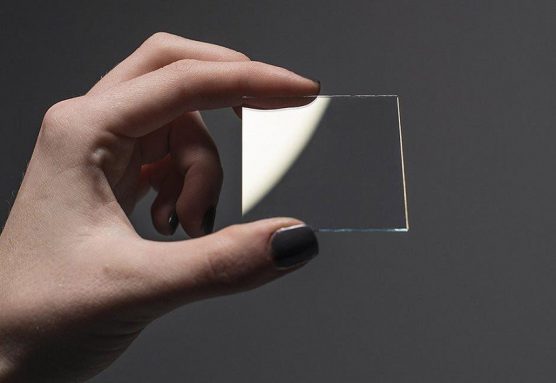
- Optoelectronic Devices: Indium tin oxide (ITO) films deposited using indium sputtering targets are extensively used in touchscreens, flat panel displays, and solar cells due to their excellent electrical conductivity and optical transparency.
- Semiconductor Industry: Indium sputtering targets are employed in the deposition of indium-based compounds, such as indium gallium arsenide (InGaAs), indium phosphide (InP), and indium antimonide (InSb), which are crucial for advanced semiconductor devices like high-speed transistors and infrared detectors.
- Superconducting Films: Indium sputtering targets are utilized in the deposition of superconducting films, specifically indium-based superconductors, which exhibit zero electrical resistance at low temperatures. Such films are significant in the development of high-performance electronic devices and quantum computing applications.
- Transparent Conductive Films: Indium sputtering targets are also employed to deposit transparent conductive films on glass or plastic substrates. These films find applications in organic light-emitting diodes (OLEDs), smart windows, and electromagnetic shielding films.
Conclusion
Indium sputtering targets offer valuable properties for thin film deposition, including high purity, density, homogeneity, and fine grain structure. The fabrication process ensures the production of high-quality targets suitable for diverse applications in optoelectronics, semiconductors, superconductors, and transparent conductive films. As technology advances, the demand for indium sputtering targets is likely to grow, contributing to further innovations in thin film deposition and related industries.
For more information about indium sputter targets or other types of sputtering materials, please visit https://www.sputtertargets.net/.