
The basic process flow for evaporation coating is:
Preparation before coating→ vacuum→ ion bombardment→ baking→ premelting→ evaporation→ removing parts→ film surface treatment→ finished product
1. Preparation before coating
The process includes vacuum chamber coating part cleaning, evaporation source making and cleaning, installation of evaporation source and evaporation materials.
The amount of bonding between the film layer and the surface of substrate is an important indicator of product quality. It is determined by many factors, and the surface treatment before coating is one of the most basic factors. If there is grease on the surface of the coating part, adsorbing water, dust, etc., it will reduce the bonding force of the film layer and affect the surface roughness. Cleaning is generally done by several methods: chemical degreasing, electrostatic dedusting and primer application.
According to the requirements of the product and the material of the coating parts, selecting the appropriate evaporation material is the basic condition for obtaining a high-quality film layer. For different evaporation materials, the corresponding evaporation source and the evaporation method should be selected.
The basic principle of selecting metal evaporation materials is: good thermal stability and chemical stability, high mechanical strength, low internal stress, and certain toughness, good bonding with primer, high reflectivity, and small gas release in vacuum; the material source is wide, the price is low, and it has a corresponding evaporation source.
2. Vacuum step
Open the cooling water valve, adjust to the required water pressure, turn on the main power supply, close the atmospheric valve leading to the vacuum chamber, close the pipeline valve, start the mechanical pump power supply, and open the pre-vacuum valve; At this time, the vacuum chamber is evacuated using a diffusion pump or a mechanical pump, and baking, pre-melting, and evaporation are performed when the degree of vacuum reaches a certain value.
3. Ion bombardment
In the glow discharge, the ion bombardment electrons obtain a high speed, and the negative charge is rapidly generated around the substrate due to the large mobility of the electron. Under the action of the negative charge attraction, the positive ion bombards the surface of the coating part, and the substrate. There is energy exchange on the surface, and a chemical reaction occurs between the adsorption layer of the coating member and the active gas to achieve the effect of cleaning the surface.
The conditions of ion bombardment are that the residual gas pressure is stable at 0.13~13Pa, the voltage is 1.5~10kV, and the time is 5~60min.
4. Baking
It can accelerate the rapid escape of the gas adsorbed by the coating parts or the clamp, which is beneficial to improve the vacuum degree and the film bonding force. When baking, it should be noted that the non-metal baking temperature is lower than the hot deformation temperature of the coating part by 20~30 °C, and the metal baking is generally not more than 200 °C.
5. Pre-melting
This step can remove the low melting point impurities in the evaporation material and the gas adsorbed in the evaporation source and the evaporation material, which is favorable for the smooth progress of evaporation. The pre-melted vacuum is generally 6.6 x 10-3 Pa. For materials with high hygroscopicity, it should be pre-melted repeatedly. The overall requirement is that the vacuum does not drop as the evaporating material warms to the evaporating temperature.
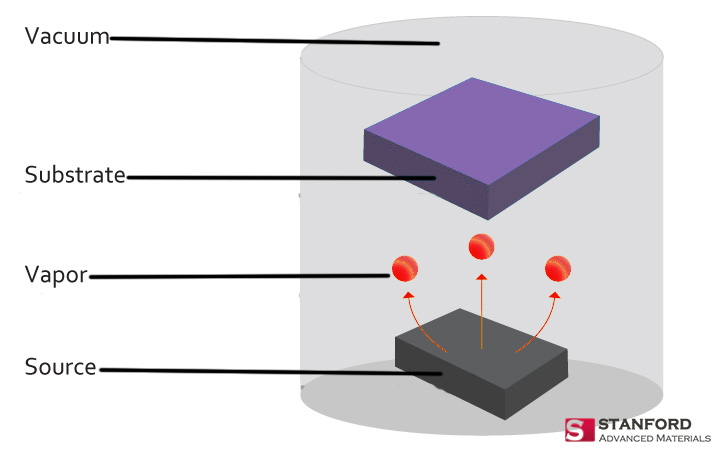
6. Evaporation
Evaporation technology has a great impact on film quality. There are different requirements for general metals, special metals and compound evaporating pellets. For example, some metal particles need to be evaporated quickly, while others are not suitable. The heating method and the shape of the evaporation source should also be different depending on the evaporation material.
Please visit https://www.sputtertargets.net/by-evaporation-materials.html for more information.